
氧氣在煉鋼中既至關重要又具有破壞性。 雖然吹氧是轉爐(BOF)和電弧爐(EAF)精煉過程中去除碳、磷和矽的基礎, 出鋼後殘留的溶解氧必須嚴格控制。不受控的氧會導致氣孔、脆化,最關鍵的是形成非金屬夾雜物,從而損害機械性能、疲勞壽命和表面品質。
現代煉鋼要求深入了解氧活性、脫氧平衡和夾雜物工程。本文探討溶解氧如何驅動夾雜物形成,並針對各種鋼種提出最佳脫氧實務策略。
氧氣挑戰:從轉爐到中間包
在轉爐或電弧爐製程結束時,鋼液中溶解氧含量為400–800 ppm,主要與碳達成平衡。參考而言,大多數成品鋼材要求氧含量低於30 ppm,而關鍵應用(軸承鋼、彈簧鋼)則要求總氧量低於10 ppm。脫氧步驟——添加對氧親和力高的元素——必須去除絕大部分的氧,同時管理由此產生的不可避免的夾雜物群。
基本的脫氧反應可表示為: x[M] + y[O] → MₓOy (固體或液體)。脫氧劑的選擇決定了夾雜物的化學成分、形態和去除行為。讓我們來看看最常見的脫氧系統。
鋁脫氧:高效率,高夾雜風險
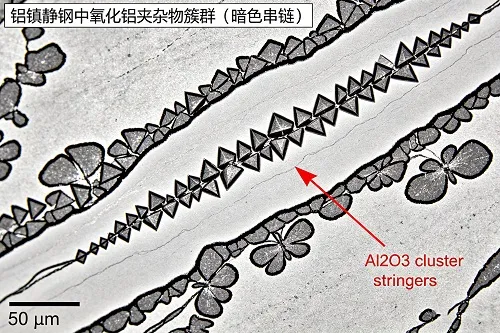
鋁是最強效且最具成本效益的脫氧劑,在平衡條件下可將溶解氧降至 2–5 ppm 。反應式為: 2Al + 3[O] → Al₂O₃(s)。然而,產生的氧化鋁(Al₂O₃)夾雜物是固態、堅硬的,且常形成難以完全去除的團簇。這些夾雜物對疲勞壽命、加工性和表面光潔度有害。在連鑄中,氧化鋁在浸入式水口(SEN)中的堆積是一個持續的作業挑戰。
鋁脫氧的最佳實務: 對於需要極低總氧量的完全鎮靜鋼,每噸鋼使用0.5–1.2公斤鋁。隨後進行氬氣攪拌以促進夾雜物上浮,並在可能的情況下進行鈣處理,將氧化鋁改性為液態鋁酸鈣。
矽錳脫氧:液態夾雜物,更潔淨的鋼
矽和錳的組合提供了一個顯著優勢:脫氧產物在煉鋼溫度下是 液態矽酸錳(MnO·SiO₂) 。液態夾雜物比固態氧化物更容易聚併並更快上浮。反應式如下: [Si] + 2[Mn] + 4[O] → (MnO)₂·SiO₂(l)。雖然矽錳脫氧無法達到與鋁一樣低的氧含量(通常殘留氧為20–40 ppm),但產生的夾雜物群更小、更呈球形且危害較小。對於許多結構鋼種,矽錳脫氧在潔淨度和成本之間提供了最佳平衡。
實用提示: 保持目標Mn/Si比為3:1至5:1,以確保形成液態氧化物。使用高品質的 矽錳合金(SiMn) 以獲得可重複的結果。
鈣處理:改性夾雜物以獲得卓越性能
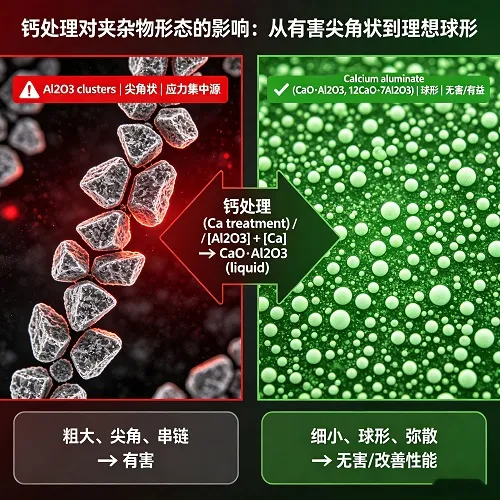
由於成本高且回收率低,鈣很少用作主要脫氧劑,但它是 無與倫比的夾雜物改性劑。當添加到鋁鎮靜鋼中(通常通過CaSi包芯線),鈣與固態氧化鋁夾雜物反應,形成低熔點鋁酸鈣(例如12CaO·7Al₂O₃,熔點約1455°C)。這些球狀夾雜物對機械性能的危害較小,並能顯著減少連鑄過程中的水口堵塞。
鈣添加指南: 為獲得最佳改性效果,目標Ca/Al比為0.10–0.15。過量的鈣會導致CaS形成,可能重新凝固並引起其他鑄造問題。精確度至關重要;現代實務使用 CaSi包芯線注射 並結合即時回饋。
測量與監控氧活性
現代煉鋼依賴 電化學氧感測器 (基於ZrO₂)直接在鋼包中測量溶解氧活性。這些測量結果指導脫氧劑的添加,減少過度處理和處理不足。按製程階段的關鍵氧目標:
- 轉爐/電弧爐結束時: 400–800 ppm(脫氧前)
- 添加鋁或矽錳後: 10–30 ppm(活性氧)
- 鈣處理後: 5–15 ppm + 穩定的夾雜物改性
- 中間包(連鑄): 總氧量(Otot)通常為15–30 ppm,視鋼種而定
最佳脫氧實務策略
要實現穩定的鋼材潔淨度,需要系統性的方法。以下框架適用於大多數碳鋼和低合金鋼種:
- 爐渣工程: 維持鹼性爐渣(CaO/SiO₂ > 2.5)以吸收脫氧產物。將爐渣中的FeO降低至1%以下,可最大程度減少氧的逆反應。
- 強力氬氣攪拌: 脫氧後,至少進行5-10分鐘的溫和氬氣攪拌,以促進夾雜物上浮。
- 順序添加: 對於要求極低氧含量的鋼種,可考慮先以矽錳進行預脫氧,再以鋁進行終脫氧,最後進行鈣處理。
- 鋼包覆蓋: 防止出鋼和澆鑄過程中,因鋼包爐渣或空氣捲入而導致的再氧化。
案例:軸承鋼品質轉型
一家生產SAE 52100軸承鋼的特鋼廠,因超音波檢測發現氧化鋁類夾雜物,導致廢品率居高不下。通過實施 兩步脫氧方案 (矽錳預脫氧 → 鋁終脫氧 → 矽鈣包芯線處理)並將鋼包攪拌時間優化至12分鐘,該廠將總氧含量從18 ppm降至8 ppm。夾雜物評級改善了60%,軸承疲勞壽命(L10)提升超過一倍。此案例說明,氧含量控制並非單一措施,而是一項整合性的製程策略。
隨著鋼材應用對性能的要求日益提高——從電動車傳動系統到離岸風電基礎——掌握氧含量控制已成為競爭優勢的關鍵。通過了解溶解氧、夾雜物形成與脫氧化學之間的關係,煉鋼廠能夠持續生產出更潔淨、更堅固、更可靠的鋼材。Bright Alloys提供全面的脫氧合金產品組合,包括矽鐵、矽錳和矽鈣包芯線,並以冶金專業知識為後盾,協助您優化脫氧實務。