
在現代煉鋼中,爐渣不僅僅是鋼水上的一層保護層,它更是一個 活性化學反應器 ,控制著硫的去除、夾雜物的吸收以及防止再氧化。控制爐渣性能最重要的單一參數是 鹼度,通常表示為鹼性氧化物(CaO、MgO)與酸性氧化物(SiO₂、P₂O₅)的比例。深入了解爐渣化學使冶金學家能夠設計出最大化脫硫效率,同時最小化耐火材料磨損和夾雜物相關缺陷的爐渣。
本文探討煉鋼爐渣的基本化學原理、其與脫氧合金的相互作用,以及針對不同鋼種和工藝路線優化鹼度的實用策略。
什麼是爐渣鹼度?定義CaO/SiO₂比例
鹼度(B)最常表示為爐渣中 CaO與SiO₂ 的質量比。該比例決定了爐渣熔體中游離氧離子(O²⁻)的可用性,直接驅動脫硫和脫磷反應。爐渣分類如下:
- 酸性爐渣(B < 1.0): 高SiO₂,低CaO。脫硫能力差,但對酸性耐火材料侵蝕較小。現代鋼包精煉中較少使用。
- 中性爐渣(B = 1.0–2.0): 中等脫硫能力。有時用於某些碳鋼種。
- 鹼性爐渣(B > 2.0): 高CaO可用性。優異的脫硫和夾雜物吸收能力。潔淨鋼生產的標準選擇。
對於大多數潔淨鋼應用,目標鹼度範圍為 2.5至4.5,更高的值保留用於超低硫鋼種(例如管線鋼、軸承鋼和汽車用先進高強度鋼)。
脫硫反應:鹼度如何驅動硫去除
硫通過爐渣-金屬反應從鋼中去除。整體脫硫反應可寫為:
[S] + (O²⁻) → (S²⁻) + [O]
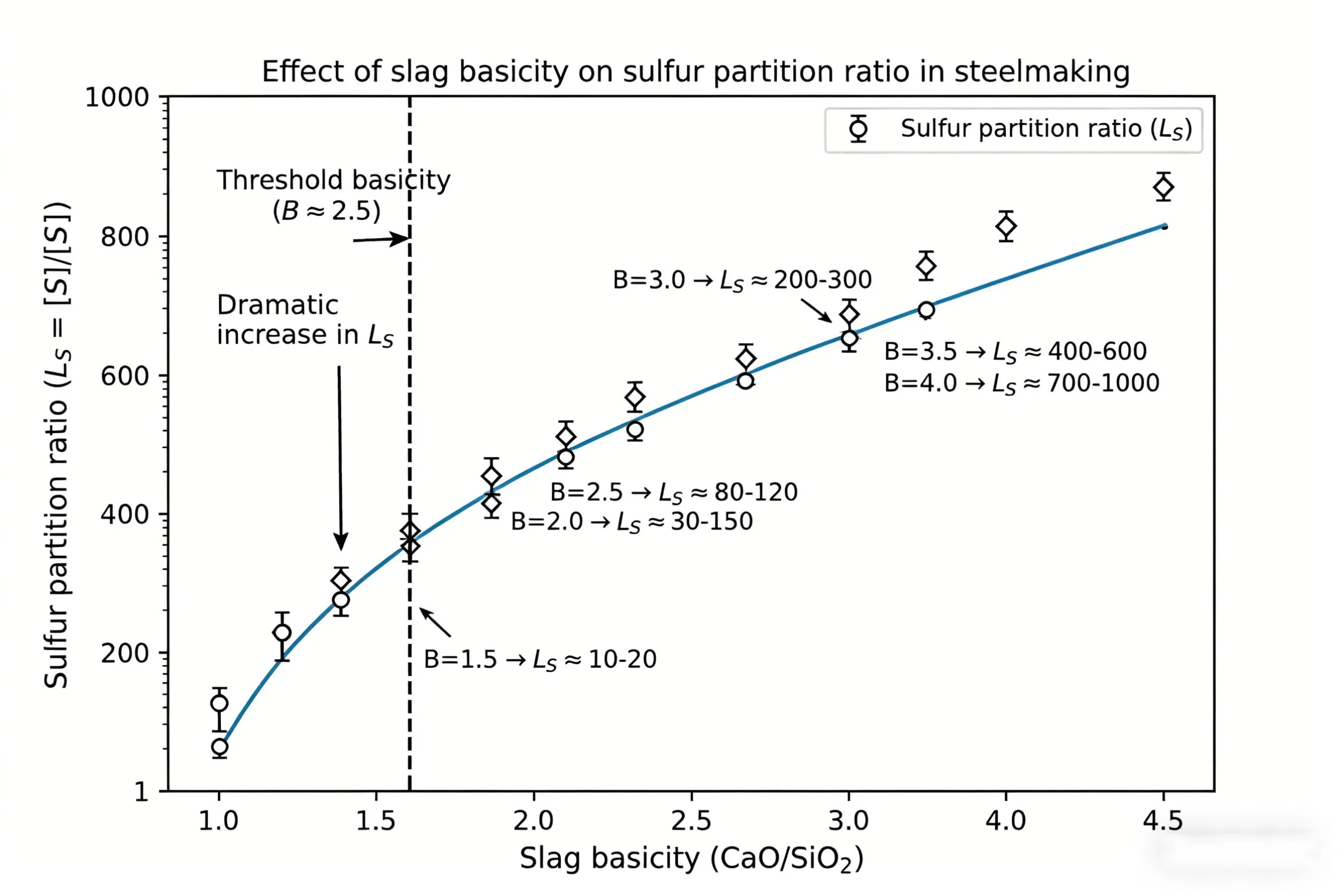
游離氧離子(O²⁻)由鹼性氧化物(主要是CaO)提供。硫分配比(Ls = [%S]爐渣 / [%S]鋼水)隨爐渣鹼度呈指數級增加。經驗數據顯示:
- 在B = 1.5時,Ls ≈ 20–50 → 最終硫含量 0.015–0.030%
- 在B = 2.5時,Ls ≈ 80–150 → 最終硫含量 0.008–0.015%
- 在B = 3.5時,Ls ≈ 200–400 → 最終硫含量 0.003–0.008%
然而,僅有鹼度是不夠的。低爐渣FeO(低於1%)和高爐渣流動性對於硫快速傳輸至爐渣-金屬界面同樣至關重要。
爐渣-夾雜物相互作用:吸收脫氧產物
當添加鋁或矽錳等脫氧劑時,它們會形成氧化物夾雜物(Al₂O₃、MnO·SiO₂)。這些夾雜物必須被爐渣吸收,以防止它們在鋼水凝固時被截留。 爐渣鹼度決定夾雜物吸收能力 以及由此產生的夾雜物化學成分。
氧化鋁(Al₂O₃)吸收: 高鹼度爐渣(B > 3.0)能快速溶解氧化鋁,在爐渣中形成鋁酸鈣。吸收能力如下:富CaO爐渣在飽和前可容納高達30–40%的Al₂O₃,而酸性爐渣則迅速飽和,導致氧化鋁夾雜物殘留在鋼中。
對於矽錳脫氧: 由此產生的MnO·SiO₂夾雜物呈液態,更易被吸收,但鹼性爐渣在整體夾雜物去除方面仍優於酸性爐渣。保持鹼性爐渣還能防止硫和磷從爐渣回溶到鋼水中。
針對不同鋼種優化鹼度
不同的鋼種需要不同的爐渣鹼度目標。以下為實用指南:
| 鋼種 | 目標鹼度 (CaO/SiO₂) | 關鍵目標 | 典型最終硫含量 (ppm) |
|---|---|---|---|
| 建築用鋼 / 螺紋鋼 | 1.8–2.5 | 基礎脫硫,成本效益 | 150–300 |
| 結構鋼 / HSLA | 2.5–3.5 | 良好脫硫 + 夾雜物控制 | 50–120 |
| 汽車用 AHSS / DP 鋼 | 3.0–4.0 | 低硫、潔淨夾雜物以利成形性 | 20–50 |
| 管線鋼 (API X70+) | 3.5–4.5 | 超低硫以抵抗氫致裂紋 | <15 |
| 軸承鋼 / 彈簧鋼 | 3.5–4.5 | 最高潔淨度,疲勞壽命 | <10 |
鹼度控制的實務策略
達成並維持目標鹼度需要系統性的爐渣工程。關鍵實務包括:
- 鋼包爐渣夾帶控制: 出鋼時最小化 BOF/EAF 爐渣夾帶(目標 < 5 公斤/噸)。高 FeO 的氧化性爐渣會消耗脫氧劑並降低鹼度。
- 頂渣添加: 添加石灰 (CaO) 和合成精煉助熔劑以達到目標鹼度。CaO 每增加 1%,鹼度約上升 0.3–0.5 單位(取決於 SiO₂ 含量)。
- 鋁添加: 鋁脫氧可降低爐渣 FeO,並透過降低氧化潛勢間接提高有效鹼度。
- 流動性優化: 添加螢石 (CaF₂) 或氧化鋁以調整高鹼度下的爐渣黏度——過黏的爐渣會阻礙硫的傳質。
- 即時監控: 使用 XRF 或可攜式爐渣分析儀在鋼包處理期間驗證鹼度;據此調整石灰添加量。

取捨:鹼度 vs. 耐火材料壽命
高鹼度爐渣 (B > 4.0) 對 MgO-C 和 MgO-尖晶石鋼包耐火材料具有腐蝕性。化學反應:MgO(s) + CaO·SiO₂(l) 形成低熔點矽酸鎂,加速損耗。為平衡耐火材料壽命與冶金性能:
- 對於常規鋼種,維持 B = 2.5–3.0——脫硫效果足夠,耐火材料損耗適中。
- 對於超低硫鋼種,使用短處理時間,並考慮使用 MgO 飽和爐渣(添加白雲石質石灰)以減少 MgO 溶解。
- 出鋼後採用濺渣護爐技術,在耐火材料表面形成保護性鹼性層。
案例研究:管線鋼爐渣優化
某生產 API X70 管線鋼的鋼廠曾面臨硫含量不穩定(25–60 ppm)及偶發氫致裂紋 (HIC) 失效問題。初始爐渣鹼度因石灰添加不一致及 BOF 爐渣夾帶而在 2.0 至 3.2 之間波動。在實施 目標性爐渣工程方案 ——將夾帶量限制在 4 公斤/噸,添加 8 公斤/噸高 CaO 合成爐渣,並維持 B = 3.8–4.2——後,硫含量穩定在 12 ppm 以下。HIC 測試通過且無裂紋,耐火材料壽命僅下降 8%,對於品質提升而言是可接受的取捨。
爐渣鹼度優化不僅僅是化學計算——它是一個 策略槓桿 連接脫氧實務、夾雜物工程、硫去除和耐火材料管理的策略槓桿。透過理解 CaO/SiO₂ 比、硫分配和夾雜物吸收之間的相互作用,煉鋼者可以持續生產更潔淨、更堅韌、更可靠的鋼材。Bright Alloys 提供高純度矽鐵、矽錳和合成爐渣添加劑,以支持現代鋼包冶金的各個方面。