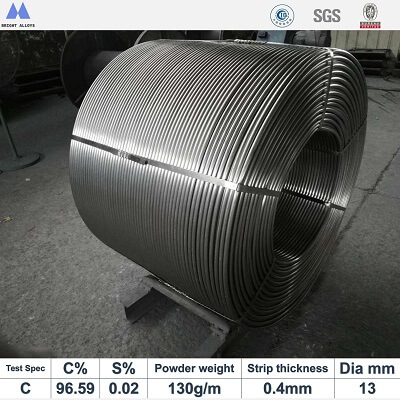




碳包芯線 – 用於精確控制碳含量的再滲碳焊絲(碳含量 95-98%,低硫、低氮)
高純度碳包芯線(石墨/石油焦基),適用於鋼包爐、電弧爐和鑄造熔煉中精確調節碳含量。直徑9毫米、13毫米,可客製化芯材。
| 核心組成 | 固定碳95-98%,硫≤0.05%,氮≤0.03%,灰分≤1.0%(石墨或煅燒石油焦) |
| 電線規格 | 直徑:Ø13mm ±0.5mm;護套:低碳鋼(或鋼帶);芯重:300-400 g/m(Ø13mm) |
| 應用 | 煉鋼過程中的增碳、球墨鑄鐵的再滲碳、特殊合金中碳含量的調整 |
| 標準 | YB/T 053-2016、ISO 9001品質控制 |
碳芯線 – 產品概述
我們的碳包芯線專為需要精確且有效率地添加碳的冶金廠而設計。焊芯由高純度石墨碳或煅燒石油焦構成,硫、氮和灰分含量極低,並包裹在成型鋼護套內。
產品核心優勢
- 高碳回收率: 由於採用深層噴射法注入液態鋼,回收率通常可達 85-95%。
- 超低雜質: S ≤0.05%,N ≤0.03% – 適用於潔淨鋼和鑄造應用。
- 穩定的進料速率: 均勻的芯材密度確保了對碳添加量的精確控制。
- 無灰塵損失: 封裝式設計消除了搬運和進料過程中產生的碳粉塵。
- 可客製化: 提供不同碳源(石墨、CPC)和芯材重量選擇。
典型應用領域
- 鋼包爐再滲碳: 脫碳後微調碳含量。
- 球墨鑄鐵生產: 精確調節碳含量以形成球狀石墨。
- 特種鋼材牌號碼: 軸承鋼、彈簧鋼,對碳含量要求嚴格。
- 鑄造熔煉: 感應爐碳校正,最大限度減少氮吸收。
具體電線規格 聯絡我們的技術團隊 提供個人化推薦。
技術規格 – 碳芯線
芯線參數
| 範圍 | 直徑13毫米的電線 |
|---|---|
| 直徑(毫米) | 13.0 ±0.5 |
| 護套厚度(毫米) | 0.35-0.45 |
| 芯材重量(克/米) | 130(可自訂) |
| 總重量(克/米) | 300 |
| 核心材料 | 石墨/煅燒石油焦(CPC) |
芯粉化學成分(典型值)
| 年級 | 固定 C (%) | S (%) | 氮(%) | 灰分(%) |
|---|---|---|---|---|
| 高純度石墨芯 | ≥98.0 | ≤0.05 | ≤0.02 | ≤0.8 |
| 進階 CPC 核心 | ≥97.0 | ≤0.05 | ≤0.03 | ≤1.0 |
| 標準CPC核心 | ≥95.0 | ≤0.10 | ≤0.05 | ≤1.2 |
選用核心課程
- 石墨: 超低信噪比,確保最高品質鋼材。
- 石油焦: 性價比高,純度好。
- 客製化混合: 適用於特定的冶金目標。
應用指南 – 碳芯線
鋼包爐內的再滲碳
脫氧和除渣後進料。送絲速度 2-5 公尺/秒,深度 200-400 毫米。碳回收率通常為 85-95%。根據目標碳含量和熔池重量調整進料長度。
代工應用
對於球墨鑄鐵,應在 1400-1480°C 下進行回火,以達到所需的 CEV 值。使用低氮含量的鑄鐵芯材,避免氮含量過高。
進料參數
- 線速度: 2-5 公尺/秒(120-300 公尺/分鐘)
- 注射深度: 爐渣/熔體表面以下 250-450 毫米
- 攪拌: 適度氬氣攪拌以達到均質化。
包裝與物流 – 碳芯線
包裝選項
- 線軸: 重型鋼線軸,每軸承重 1000-1500 公斤。
- 線圈: 用於連續送料的帶狀繞線線圈。
- 保護: 用防潮拉伸膜和鋼帶包裹。
- 自訂線軸尺寸: 可依開捲機規格進行搭配。
物流資訊
| 範圍 | 細節 |
|---|---|
| 最低訂購量 | 10公噸(試訂單可議價) |
| 交貨時間 | 訂單確認後15-20天 |
| 裝貨港 | 中國主要港口(天津、上海、青島) |
| 配送選項 | FOB、CIF、CFR、DAP |
| 付款條款 | 電匯 (T/T)、即期信用狀 (L/C) |
下載中心
常見問題 – 碳芯線
從碳芯線中回收碳的典型量是多少? +
回收率在 85% 到 95% 之間,取決於注入深度、熔池溫度和爐渣狀況。正確的進料方式可最大限度地提高回收率。
碳絲可以用於球墨鑄鐵的處理嗎? +
是的,它常用於調整球墨鑄鐵生產中的碳當量,尤其是在使用低氮石墨芯時。
你們的碳芯產品硫含量大概是多少? +
我們的高純度石墨芯含硫量≤0.05%;CPC芯含硫量≤0.05%。可依要求提供客製化的更低含硫量產品。
相同直徑的芯材是否提供不同重量? +
當然可以。直徑13毫米的芯材重量可在300-400克/公尺之間客製化。
是否可以委託第三方進行出貨前的品質檢驗? +
當然,我們支持由SGS檢驗檢驗和BV等國際認可的品質檢驗機構進行第三方檢驗,以在發貨前驗證產品品質。檢驗內容包括產品外觀、重量、尺寸及化學成分分析。整個檢驗過程將以照片和文字記錄的形式進行存檔,並連同最終檢驗報告一併提供給您。這確保您對產品品質沒有任何疑慮。
碳芯電線對潮濕環境敏感嗎? +
碳本身不會吸濕,但鋼護套會生鏽。請存放於乾燥處以保持線材品質。
為什麼選擇我們的Coredwire?
20餘年經驗
專注於鐵合金生產,擁有深厚的產業知識
嚴格的品質管制
每一批產品都經過測試,以確保成分和性能的一致性。
全球交付
可靠的物流網絡確保全球及時送達。
品質與生產展示
了解我們的品質控制流程、生產設施和客戶互動
不同芯線對比
正在載入產品概覽...


