
Aluminum ingot production is a high-volume, margin-sensitive business where every percentage point of yield matters. Yet many melt shops lose 5–15% of their metal to dross, reject 2–5% of ingots for hydrogen porosity or surface defects, and struggle with compositional consistency across heats. These losses are not inevitable — they are solvable through disciplined melt practice, proper fluxing and degassing, and precise alloying control.
This article provides proven, practical strategies to maximize yield and quality in aluminum ingot casting, focusing on the three critical levers: dross reduction, hydrogen porosity elimination, and chemical composition consistency.
The Three Pillars of Aluminum Ingot Quality
Successful aluminum ingot production rests on three interconnected quality pillars:
- Minimal dross formation — preserving metal that would otherwise become waste
- Freedom from porosity — eliminating hydrogen-induced voids that cause remelt issues and customer rejects
- Consistent chemistry — meeting specification limits heat after heat with minimal variation
Each pillar requires specific practices, but together they form an integrated quality system.
Pillar #1: Reducing Dross Formation
Dross — the oxide-rich layer that forms on molten aluminum — represents the single largest source of metal loss in aluminum melt shops. Depending on alloy, furnace type, and practice, dross generation ranges from 1% to over 10% of melt weight. Dross consists of aluminum oxide (Al₂O₃) and trapped metallic aluminum. The key is to minimize the metallic portion recovered from dross and prevent its formation altogether.
Dross Formation Mechanisms
- Surface oxidation: Molten aluminum reacts with furnace atmosphere to form Al₂O₃ skin
- Turbulence: Splashing and agitation during charging, stirring, and tapping entraps air and increases oxidation
- Temperature: Higher temperatures accelerate oxidation exponentially — every 50°C above minimum increases dross by 30–50%
- Impurities: Magnesium and other reactive elements increase dross formation tendency
Proven Dross Reduction Strategies
- Use cover fluxes (salt flux): A layer of salt flux (NaCl-KCl mixture with additions of fluorides) on the melt surface separates aluminum from air, reducing oxidation. Apply 3–8 kg per ton of melt.
- Minimize furnace temperature: Operate at the lowest practical temperature for the alloy. For most casting alloys, hold at 700–730°C rather than 750–780°C.
- Avoid unnecessary stirring: Each stirring cycle breaks the protective oxide skin and generates fresh surface for oxidation. Stir only when necessary for composition adjustment or temperature uniformity.
- Use inert gas blanketing: For high-value alloys, blanket the furnace with nitrogen or argon to displace oxygen. This can reduce dross by 40–60%.
- Dross processing: Use a dross press or rotary salt furnace to recover 60–80% of the metallic aluminum from generated dross.

Pillar #2: Controlling Hydrogen Porosity
Hydrogen porosity is the most common internal defect in aluminum castings. Hydrogen dissolves readily in molten aluminum (solubility ~0.65 cm³/100g at 700°C) but is virtually insoluble in solid aluminum (solubility ~0.036 cm³/100g at 660°C). As aluminum solidifies, excess hydrogen forms gas bubbles that become trapped as porosity. These voids reduce mechanical properties, create leaks in pressure-tight castings, and cause surface blistering during heat treatment.
Sources of Hydrogen
- Water vapor: The primary source — from humid air, wet scrap, moisture in fluxes, or damp refractories
- Hydrocarbon contamination: Oil, grease, or organic residues on scrap charge
- Hydrated oxides: Aluminum hydroxide on scrap surfaces releases water vapor when heated
Effective Degassing Methods
| Method | Typical Hydrogen Reduction | Best For | Limitations |
|---|---|---|---|
| Lance degassing (N₂ or Ar) through graphite lance | 40–60% reduction | Small furnaces, batch operations | Inconsistent, operator-dependent |
| Rotary impeller degassing | 70–90% reduction | Medium to large furnaces, continuous casting | Higher equipment cost, excellent results |
| In-line degassing (rotary or porous plug) | 75–90% reduction | High-volume continuous casting | Capital intensive, requires launder system |
Rotary degassing best practices: Use argon (preferred) or nitrogen at 10–20 L/min for 10–20 minutes depending on melt size. Maintain impeller speed of 300–500 RPM. After degassing, allow 5–10 minutes for bubbles to rise and hydrogen to escape before casting.
Online Hydrogen Measurement
You cannot control what you cannot measure. Invest in online hydrogen analyzers (e.g., ALSCAN, ALSPEK, or reduced-pressure test) to verify hydrogen levels before casting. Target levels:
- Premium aerospace/automotive: <0.10 mL/100g Al
- General engineering castings: <0.15 mL/100g Al
- Ingot for remelt: <0.20 mL/100g Al
Pillar #3: Consistent Chemical Composition
Meeting specification limits for alloying elements (Si, Fe, Cu, Mn, Mg, Zn, Ti, etc.) with minimal variation is essential for customer acceptance and downstream processing. Consistency requires precise master alloy addition and effective melt treatment.
Master Alloy Addition Best Practices
Master alloys (e.g., AlSi, AlCu, AlMn, AlTiB, AlSr) provide efficient, accurate addition of alloying elements compared to pure metals. Best practices include:
- Preheat master alloys to 200–300°C before addition to avoid thermal shock and moisture
- Add at correct temperature: 720–750°C for most master alloys; higher temperatures increase oxidation, lower temperatures slow dissolution
- Stir thoroughly after addition — 5–10 minutes of mechanical or electromagnetic stirring ensures homogeneity
- Sample and verify before casting; take samples from at least three furnace locations
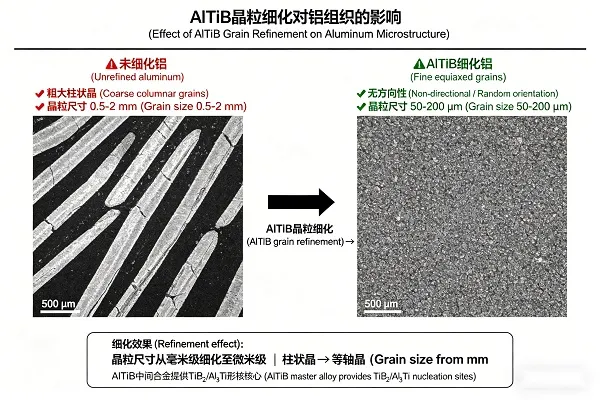
Grain Refinement with AlTiB
AlTiB (aluminum-titanium-boron) master alloy is the industry standard for grain refinement in aluminum alloys. Fine, equiaxed grains improve feeding, reduce hot tearing, and enhance mechanical properties. Typical addition rates:
- AlTi5B1 (5% Ti, 1% B): 1–3 kg/ton for general applications
- AlTi3B3 (3% Ti, 3% B): 0.5–1.5 kg/ton for higher boron sensitivity
- Add during casting (in-line) or 5–10 minutes before casting (furnace)
- Avoid over-treatment — excessive Ti or B can form coarse intermetallics
Modification of Eutectic Silicon (Al-Si Alloys)
For Al-Si casting alloys (e.g., A356, A380), strontium (AlSr10) or sodium modification transforms coarse, brittle silicon flakes into fine fibrous eutectic silicon, dramatically improving ductility. Best practices:
- AlSr10 addition: 0.2–0.5 kg/ton (target 100–300 ppm Sr)
- Add after degassing (strontium can react with degassing gases)
- Fading occurs over 30–60 minutes — cast promptly after modification
Integrated Melt Practice Workflow
For consistent aluminum ingot quality, follow this proven sequence:
- Charge preparation: Dry, clean scrap and primary aluminum. Remove oil, paint, and organic contamination.
- Melting: Minimize superheat — melt to 720–740°C, avoid exceeding 760°C.
- Cover flux addition: Add salt cover flux (3–5 kg/ton) immediately after melting to prevent oxidation.
- Alloying: Add master alloys (AlSi, AlCu, AlMn, etc.) at 730–750°C with thorough stirring.
- Sampling and analysis: Verify composition; adjust if needed.
- Degassing: Rotary degas with argon for 10–20 minutes. Measure hydrogen afterward.
- Grain refinement: Add AlTiB (1–2 kg/ton) within 10 minutes of casting.
- Modification (if Al-Si alloy): Add AlSr10 (0.2–0.5 kg/ton) after degassing, cast within 30 minutes.
- Final skim: Remove dross immediately before casting.
- Casting: Maintain consistent pouring temperature and rate.
Common Defects and Corrective Actions
| Defect | Visual/Sensory Indication | Root Cause | Corrective Action |
|---|---|---|---|
| Oxide dross (excessive) | Thick, dry dross layer; low recovery | High temperature, air exposure, no cover flux | Reduce temperature, add cover flux, use inert gas blanket |
| Hydrogen porosity | Pinholes on fracture surface or radiograph | Wet scrap, humid atmosphere, insufficient degassing | Preheat scrap, dry fluxes, rotary degas with argon, online H₂ measurement |
| Coarse grain structure | Large columnar grains on etched surface | No grain refinement, low cooling rate | Add AlTiB master alloy (1–2 kg/ton) |
| Surface blistering | Blister after heat treatment | Dissolved hydrogen expanding during solution treatment | Reduce hydrogen before casting, verify with reduced-pressure test |
| Composition out of spec | Chemistry outside customer limits | Poor mixing, incorrect master alloy addition, segregation | Improved stirring, preheated master alloys, verify with spectrometer |
Case Example: Transforming Yield from 88% to 95%
A secondary aluminum smelter producing 40,000 tons/year of A356 alloy ingot operated at 88% melt yield — 12% lost to dross and other factors. After implementing a comprehensive improvement program including:
- Salt cover flux application increased from 2 to 6 kg/ton
- Furnace temperature reduced from 760°C to 720°C holding temperature
- Rotary degassing replaced lance degassing
- AlTiB grain refinement standardized
- Dross pressing implemented to recover metallic from dross
Results after six months:
- Melt yield increased from 88% to 94.5% (6.5% improvement)
- Annual additional saleable metal: 2,600 tons
- Customer rejects for porosity dropped from 4.2% to 0.7%
- Annual savings: $4.5 million at prevailing aluminum prices
- Payback period for degasser and dross press: 8 months
Maximizing yield and quality in aluminum ingot production requires systematic attention to dross reduction, hydrogen control, and compositional consistency. By implementing the best practices outlined here — cover fluxes, reduced temperatures, effective degassing, master alloy precision, and grain refinement — aluminum melt shops can reduce metal loss, eliminate porosity defects, and deliver ingots that meet the most demanding specifications. Bright Alloys supplies aluminum master alloys (AlSi, AlCu, AlMn, AlTiB, AlSr10, AlB), grain refiners, and degassing fluxes to support every aspect of high-quality aluminum ingot production.