
Inoculation is arguably the most powerful yet underappreciated tool in the cast iron foundry. A properly inoculated melt transforms brittle, carbide-prone iron into a machinable, strong, and reliable casting with controlled graphite morphology. Poor inoculation — or none at all — leads to chill, shrinkage, inconsistent hardness, and machining difficulties that drive up costs and scrap rates.
This comprehensive guide explores the science and practice of modern cast iron inoculation. You'll learn how inoculation works, which inoculants work best for specific applications, and how to implement techniques that eliminate chill, reduce shrinkage, and deliver consistent Type A graphite in every casting.
The Fundamentals: What Is Inoculation and Why Does It Matter?
Inoculation is the addition of small quantities of materials (typically silicon-based ferroalloys containing active elements like calcium, barium, strontium, or rare earths) to molten cast iron immediately before casting. The primary goals are:
- Increase graphite nucleation sites — creating more, smaller graphite particles for improved mechanical properties
- Prevent carbide (chill) formation — eliminating hard, brittle iron carbides in thin sections
- Control graphite morphology — promoting Type A (uniform flake) graphite in gray iron or high nodularity in ductile iron
- Reduce section sensitivity — minimizing property variation between thick and thin casting sections
- Decrease shrinkage porosity — through expanded graphite precipitation during solidification
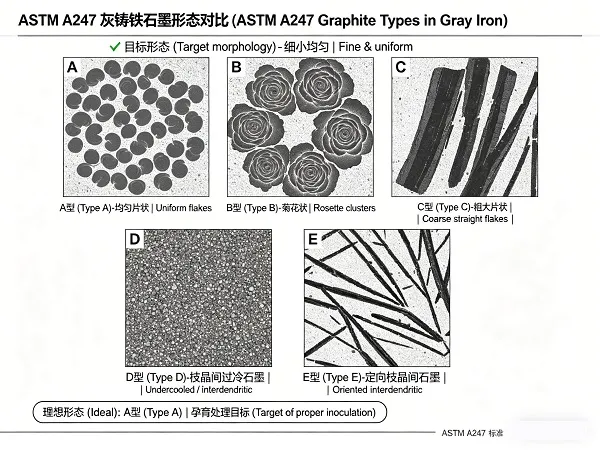
Understanding Graphite Morphology: Types A Through E
Graphite morphology in cast iron directly determines mechanical properties, machinability, and performance. The ASTM A247 standard classifies flake graphite types:
| Graphite Type | Description | Typical Cause | Effect on Properties |
|---|---|---|---|
| Type A | Uniform distribution, random orientation flakes | Proper inoculation, controlled cooling | Excellent machinability, consistent strength, desired structure |
| Type B | Rosette clusters with fine graphite at centers | Moderate under-inoculation | Reduced tensile strength, variable hardness |
| Type C | Kish graphite (large, coarse flakes) | Excessively high carbon equivalent | Poor mechanical properties, unpredictable |
| Type D | Undercooled, fine directional graphite | Severe under-inoculation, rapid cooling | Hard, difficult to machine, brittle |
| Type E | Interdendritic, directional graphite | Low inoculation, moderate undercooling | Reduced strength, directional property variation |
Type A graphite is the target for most gray iron applications. Achieving Type A consistently requires proper inoculant selection, correct addition rates, and effective late inoculation practices.
The Mechanism: How Inoculation Works
Inoculation functions by introducing heterogeneous nucleation substrates for graphite precipitation. The most effective nucleants are refractory compounds — typically oxides, sulfides, carbides, and nitrides of calcium, barium, strontium, aluminum, and rare earth elements. When these particles disperse in the melt, they provide low-energy interfaces for graphite to precipitate during solidification.
Without inoculation, graphite nucleates on fewer sites, leading to coarse, non-uniform flakes (Types B/D/E) or massive carbides (chill). The fading effect — the gradual loss of nucleation sites over time — means inoculation must be performed as close to casting as possible, typically within 5–10 minutes of mold filling.
Types of Inoculants: Selecting the Right Tool for the Job
Modern inoculants are far more sophisticated than simple ferrosilicon. Each type offers specific advantages for different applications:
Standard Ferrosilicon (FeSi) Inoculant
Composition: 74–75% Si, balance Fe, trace Al, Ca
Best for: General gray iron, less demanding applications, budget-conscious foundries
Limitations: Rapid fading, limited chill control in thin sections
Ferrosilicon-Barium (FeSiBa) Inoculant
Composition: 70–75% Si, 1–6% Ba, 0.5–2% Al, 0.5–2% Ca
Best for: Gray iron with heavy sections, extended holding times, shrinkage reduction
Advantages: Excellent fade resistance (up to 15–20 minutes), powerful chill elimination, reduced shrinkage porosity. Barium promotes stable nucleation and expanded graphite precipitation which feeds solidification shrinkage. Available in grades: Ba 1-2%, Ba 2-4%, and Ba 4-6% for increasing performance requirements.
Ferrosilicon-Calcium (FeSiCa) Inoculant
Composition: 70–75% Si, 0.5–3% Ca, 0.5–2% Al
Best for: Ductile iron post-inoculation, gray iron with chill problems
Advantages: Powerful chill elimination, strong nucleation, good for thin-section castings. Calcium also acts as a desulfurizer.
Ferrosilicon-Strontium (FeSiSr) Inoculant
Composition: 73–77% Si, 0.6–1.2% Sr, low Al and Ca
Best for: Gray iron requiring minimal inoculation (low addition rates), thin-section castings
Advantages: Very low tendency to generate pinhole porosity, excellent chill control at low addition levels (0.05–0.15%). Strontium is particularly effective for thin-wall gray iron (3–6 mm sections).
Rare Earth (RE) Containing Inoculants
Composition: FeSi base with 1–3% rare earths (Ce, La)
Best for: Ductile iron nodularity enhancement, heavy-section ductile iron
Advantages: Improves nodule count, reduces carbide formation in heavy sections, enhances nodularity when magnesium treatment is borderline.
Inoculation Techniques: Ladle, Stream, and Mold
How you add the inoculant is as important as what you add. Three primary techniques exist, each with specific advantages:
Ladle Inoculation (Traditional)
Inoculant is added to the treatment ladle before or during tapping. Advantages: Simple, requires no special equipment. Disadvantages: Significant fading before casting; typically requires higher addition rates (0.3–0.6% of melt weight). Best for large castings with short pour times.
Stream (Late) Inoculation
Inoculant is added to the molten metal stream during pouring from ladle to mold. Advantages: Minimizes fading, allows lower addition rates (0.1–0.3%), more consistent microstructure. Equipment required: Volumetric feeder or manual addition. This is the preferred method for most gray and ductile iron applications.
Mold (In-Mold) Inoculation
Inoculant (often as a preformed block or powder) is placed directly in the gating system. Advantages: Zero fading, lowest addition rates (0.05–0.15%), precise placement. Disadvantages: Requires mold modification, risk of incomplete dissolution. Ideal for automated high-production foundries.

Eliminating Chill: Practical Strategies
Chill — the formation of hard iron carbides (cementite) instead of graphite — is the most common inoculation-related defect. Chill occurs when cooling rates exceed the melt's ability to nucleate graphite, typically in thin sections or corners. Strategies to eliminate chill:
- Increase inoculation level: For gray iron, target 0.2–0.4% inoculant addition for ladle inoculation, 0.1–0.2% for stream inoculation. Thin sections (< 5 mm) may require up to 0.5%.
- Switch to more powerful inoculant: If standard FeSi isn't eliminating chill, move to FeSiBa (2-4% Ba) or FeSiSr.
- Use late inoculation: Stream or in-mold inoculation dramatically reduces chill compared to ladle-only practice.
- Control carbon equivalent: Maintain CE = 3.9–4.1% for gray iron. Lower CE increases chilling tendency.
- Reduce titanium and chromium: These carbide-promoting elements should be minimized in charge materials.
Reducing Shrinkage Through Inoculation
Shrinkage porosity is a major defect in both gray and ductile iron. Inoculation helps by promoting expanded graphite precipitation during the eutectic solidification. The volume expansion from graphite formation (approximately 2–3% linear expansion) can feed solidification shrinkage, reducing or eliminating the need for large risers. Barium-bearing inoculants are particularly effective for shrinkage control because they:
- Delay graphite precipitation until later in solidification
- Increase the volume of expanded graphite that feeds shrinkage
- Reduce the temperature range of the eutectic solidification
Foundries switching from FeSi to FeSiBa (2-4% Ba) typically report a 30–50% reduction in riser size requirements and significantly lower shrinkage rejection rates.
Ductile Iron Specifics: Nodularity and Nodule Count
Ductile iron requires inoculation after magnesium treatment to restore graphite nucleation sites (magnesium reduces nucleation potential). Typical practice:
- Pre-inoculation: Add FeSi or FeSiCa to the ladle before magnesium treatment (0.2–0.4%)
- Post-inoculation: Stream or mold addition of FeSiCa or FeSiBa (0.1–0.3%)
- Target nodule count: 150–300 nodules/mm² for most applications, higher for thin-section ductile iron
- Target nodularity: >85% for standard grades, >90% for premium applications
For heavy-section ductile iron (> 100 mm section thickness), rare earth-containing inoculants help maintain nodularity through slower solidification.
Quality Control: Thermal Analysis and Microstructure Verification
Consistent inoculation requires continuous verification. Key quality control tools:
- Thermal analysis: Measures recalescence (the temperature rise during graphite precipitation). Lower recalescence indicates better inoculation. Target undercooling (ΔT) < 5°C for gray iron.
- Chill test (wedge test): A standard wedge casting is sectioned and inspected for chill depth. This rapid shop-floor test confirms inoculation effectiveness.
- Microstructure examination: Regular verification of graphite type (ASTM A247) and nodularity (ASTM E2567).
- Hardness testing: Consistent hardness across sections indicates good inoculation and section sensitivity control.
Case Example: Thin-Wall Gray Iron Component
A pump manufacturer casting a complex gray iron component with 4 mm wall sections experienced 25% rejection due to chill and hard spots. Using standard FeSi ladle inoculation (0.4% addition), they still observed Type D/E graphite in thin sections. The solution: switch to FeSiSr inoculant with stream inoculation at 0.15% addition. Results:
- Complete elimination of chill in thin sections
- Consistent Type A graphite throughout the casting
- 40% reduction in inoculant consumption (0.15% vs. 0.4%)
- Rejection rate dropped from 25% to 4%
- Machining tool life increased 3x
This case illustrates that the most expensive inoculant is often the wrong one — the right inoculant at the right addition point delivers superior quality at lower cost.
Recommendations by Application
Based on extensive foundry experience, here are practical starting points:
| Application | Recommended Inoculant | Addition Method | Typical Addition Rate |
|---|---|---|---|
| General gray iron (heavy sections) | FeSiBa (Ba 1-2%) | Ladle or stream | 0.2–0.4% |
| Thin-wall gray iron (< 6 mm) | FeSiSr or FeSiBa (Ba 2-4%) | Stream or mold | 0.1–0.2% |
| Ductile iron (standard) | FeSiCa + post inoculation | Ladle + stream | 0.3–0.5% total |
| Ductile iron (heavy section) | FeSi + RE inoculant | Ladle + mold | 0.4–0.6% total |
| Compacted graphite iron (CGI) | FeSi with Ti + Ba | Stream | 0.2–0.3% |
Mastering inoculation transforms cast iron foundry operations from unpredictable to consistent, from high-scrap to high-yield, from machining headaches to satisfied customers. By understanding graphite morphology, selecting the appropriate inoculant (FeSi, FeSiBa, FeSiCa, FeSiSr, or RE grades), and implementing late inoculation techniques, foundries can eliminate chill, reduce shrinkage, and achieve the Type A graphite structure that defines premium cast iron. Bright Alloys offers a complete range of ferrosilicon inoculants, including standard FeSi, FeSiBa (1-6% Ba), FeSiCa, FeSiSr, and rare earth grades, backed by metallurgical support to optimize your inoculation practice.