
Ferro silicon (FeSi) is the workhorse deoxidizer in steelmaking, second only to aluminum in its ability to remove dissolved oxygen from molten steel. Yet many steelmakers treat FeSi as a commodity, overlooking the significant differences between grades — particularly FeSi75 (75% Si) versus FeSi72 (72% Si) — and the critical roles of impurities like aluminum and calcium. These differences directly impact silicon recovery, inclusion morphology, and final steel cleanliness.
This article provides a practical guide to selecting the right ferro silicon grade, optimizing addition practices for maximum recovery, and understanding how impurity elements influence deoxidation performance. For specialized applications, additional grades such as FeSi70 and FeSi65 are also available for specific alloying requirements.
Why Ferro Silicon? The Role of Silicon in Deoxidation
Silicon is a powerful deoxidizer with a strong affinity for oxygen. The deoxidation reaction is:
[Si] + 2[O] → SiO₂ (s or l)
Unlike aluminum deoxidation, which produces solid alumina (Al₂O₃) inclusions, silicon deoxidation produces silicon dioxide (SiO₂). When combined with manganese (as in SiMn deoxidation), the resulting manganese silicate inclusions are liquid at steelmaking temperatures, offering better flotation and removal. Silicon also provides solid-solution strengthening in the final steel product.
Ferro silicon is preferred over pure silicon metal because it is more economical, has a lower melting point (~1300°C vs ~1414°C for pure Si), and dissolves more readily in molten steel.
FeSi75 vs FeSi72 vs Other Grades: Understanding the Differences
The most common ferro silicon grades for steel deoxidation are distinguished by their silicon content. Bright Alloys offers a complete range:
| Grade | Silicon Content | Typical Applications | Key Characteristics |
|---|---|---|---|
| FeSi65 | 65% Si minimum | Low-silicon steel grades, foundry inoculation (lower cost option) | Economical for applications with less demanding Si targets |
| FeSi70 | 70% Si minimum | General steel deoxidation, cost-sensitive applications | Balanced option between economy and silicon content |
| FeSi72 | 72–75% Si | Standard grade for most carbon and structural steels | Widely available, good value for volume production |
| FeSi75 | 75–80% Si | Premium deoxidation, clean steel grades, HSLA, spring steel | Higher Si per kg, often lower impurities, preferred for quality-sensitive applications |
| FeSi85 | 85% Si minimum | High-silicon specialty steels, electrical steels (lower volume) | Maximum silicon concentration, specialized applications |
Specialty Grades for Specific Applications
Beyond standard lump grades, specialized forms address unique process needs:
- FeSi68 Powder — Fine powder for briquette pressing, injection, or rapid dissolution; ideal for ladle injection systems and applications requiring fast silicon release.
- High-Purity FeSi76-79 for Electrical Steel — Ultra-low aluminum, titanium, and calcium; essential for grain-oriented and non-oriented electrical steels where magnetic properties demand exceptional purity.
When to Choose FeSi75
- Higher silicon efficiency: More Si per kilogram of alloy reduces shipping and handling costs
- Lower aluminum content: Preferred for steels where alumina inclusions are a concern (e.g., bearing steels, tire cord)
- Better consistency: Premium FeSi75 from reliable sources has tighter chemistry specifications
- Cost-effective for bulk deoxidation: Lower addition rates achieve same silicon target
When to Choose FeSi72
- Cost-sensitive applications: Often priced lower per ton (but compare cost per effective Si)
- Higher aluminum tolerance: Acceptable for general structural steels where alumina inclusions are less critical
- Available supply: Some regions have more consistent FeSi72 availability
- Lower calcium levels: May be preferred for certain specialty alloys
When to Choose FeSi65 or FeSi70
- Budget-conscious deoxidation: For carbon steels with less stringent silicon specifications
- Foundry inoculation (lower Si grades): FeSi65 offers a cost-effective silicon source for gray iron inoculation
- Intermediate targets: FeSi70 bridges the gap between economy and performance
Silicon Recovery: Calculating and Maximizing Yield
Silicon recovery is the percentage of added silicon that remains in the steel after deoxidation. Losses occur through oxidation to the slag, vaporization, and reaction with ladle refractories. Typical recovery targets:
- Good practice: 88–95% recovery
- Average practice: 82–88% recovery
- Poor practice: 70–80% recovery
Recovery calculation example: To achieve a 0.20% silicon addition in a 100-ton steel heat using FeSi75 (75% Si) at 90% recovery:
- Target Si added = 100,000 kg × 0.20% = 200 kg Si
- Required FeSi75 = 200 kg ÷ (75% × 90% recovery) = 200 ÷ 0.675 = 296 kg
- If recovery drops to 80%, required FeSi75 increases to 200 ÷ (0.75 × 0.80) = 333 kg (+12.5% consumption)
Factors Affecting Silicon Recovery
| Factor | Effect on Recovery | Optimization Strategy |
|---|---|---|
| Slag FeO level | High FeO (>5%) consumes silicon, reducing recovery by 10-20% | Minimize carryover oxidizing slag; reduce FeO to <3% before FeSi addition |
| Addition temperature | Excessive superheat (>100°C above liquidus) increases oxidation | Add FeSi at 1600–1630°C for most steel grades |
| Addition method | Ladle addition recovers 85-92%; stream addition recovers 90-95% | Use stream (late) addition when possible; ensure deep penetration below slag layer |
| Ladle stirring | Insufficient stirring leads to localized high Si concentration and slag loss | Stir for 3-5 minutes after addition to ensure homogeneity |
| Particle size and form | Excessive fines (<5 mm) oxidize before dissolving, reducing recovery 5-10%; powder form requires special handling | Specify FeSi with <5% fines; for powder applications, use FeSi68 powder in briquettes or injection systems designed for fine particles |
The Role of Aluminum and Calcium Impurities
Ferro silicon always contains trace amounts of aluminum and calcium — typically 0.5–2.0% each depending on the production process (carbon-thermal reduction using quartz and coke). These impurities are not merely contaminants; they actively participate in deoxidation and inclusion formation. For applications demanding the highest purity, such as electrical steels, high-purity FeSi76-79 with ultra-low Al and Ti is available.
Aluminum in FeSi
- Positive effect: Al is a stronger deoxidizer than Si. Al in FeSi provides additional deoxidation power, often reducing the need for separate aluminum addition.
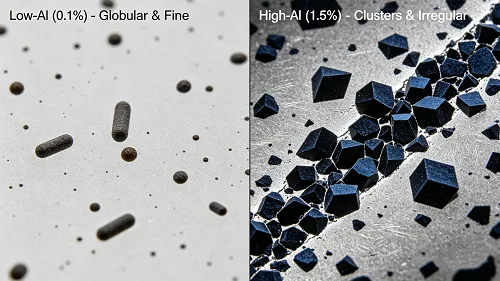
- Negative effect: Al produces solid alumina (Al₂O₃) inclusions that are difficult to remove and can cause nozzle clogging during continuous casting.
- For clean steels: Specify low-Al FeSi (<0.5% Al) for bearing, tire cord, and spring steels. FeSi75 often has lower Al than standard FeSi72.
- For electrical steels: Aluminum is particularly detrimental to magnetic properties; high-purity grades with Al < 0.1% are essential.
- For general steels: Standard Al levels (0.5–1.5%) are acceptable and often beneficial.
Calcium in FeSi
- Positive effect: Ca modifies alumina inclusions into liquid calcium aluminates that are less harmful and reduce nozzle clogging.
- Optimal range: 0.3–1.0% Ca provides beneficial inclusion modification without excessive cost or side effects.
- Excess Ca: Above 1.5% can form CaS inclusions (if sulfur is present) and increase slag viscosity.
- For calcium-treated steels: Standard FeSi calcium levels are usually sufficient; avoid over-treatment.
Addition Timing and Best Practices
Ladle Addition (Traditional)
- Timing: Add FeSi during tapping after partial deoxidation with aluminum (if used) or after adding SiMn
- Placement: Add into the tapping stream for better mixing; avoid dropping onto solid slag layer
- Recovery expectation: 85–90%
- Best for: General carbon steels, large heats, foundries without wire feeders
- Grades: FeSi72 or FeSi75 in standard lump size (10–50 mm)
Stream (Late) Addition
- Timing: Add FeSi to the metal stream during ladle-to-tundish transfer (for continuous casting) or during mold filling (for ingot casting)
- Equipment: Volumetric feeder or manual addition
- Recovery expectation: 90–95%
- Best for: Clean steel grades, precision deoxidation control, minimizing reoxidation
- Grades: FeSi75 or FeSi85 for high-silicon requirements
Powder and Injection Applications
- Application: For ladle injection systems or briquette pressing requiring fine particle size
- Grade used: FeSi68 powder with controlled particle size distribution (typically <1 mm or <150 μm)
- Advantages: Rapid dissolution, precise addition control, suitable for automated feeding systems
- Recovery expectation: 85–92% (requires proper injection depth and gas flow)
Optimized Workflow
- Measure oxygen activity: Use lance sensor to determine dissolved oxygen after tapping (target 200-400 ppm if using FeSi primary deoxidation)
- Calculate addition: Use recovery formula based on historical data for your practice
- Select grade: Choose FeSi72 for general steels, FeSi75 for premium grades, or high-purity FeSi76-79 for electrical steel applications
- Add FeSi: During tapping or into stream for best recovery
- Stir: 3-5 minutes of argon stirring (gentle, not violent)
- Re-measure oxygen: Verify residual oxygen (<30 ppm for killed steels) and adjust if needed
- Sample for chemistry: Confirm silicon content meets specification
Selection Guide by Steel Grade
| Steel Grade | Recommended FeSi Grade | Target Si in Steel | Special Considerations |
|---|---|---|---|
| Construction / Rebar / Merchant bar | FeSi70 or FeSi72 | 0.10–0.30% | Standard Al/Ca levels acceptable; recovery 85-90% typical |
| Structural / HSLA | FeSi75 (low-Al preferred) | 0.15–0.40% | Low-Al FeSi preferred for HSLA with notch toughness requirements |
| Spring steel | FeSi75 low-Al (<0.5% Al) | 1.5–2.5% | Critical cleanliness — high Si content requires consistent recovery |
| Bearing steel | FeSi75 low-Al (<0.5% Al) | 0.20–0.40% | Alumina inclusions are unacceptable; low-Al FeSi essential |
| Tire cord steel | FeSi75 ultra-low-Al (<0.3% Al) | 0.15–0.30% | Stringent inclusion control — specify premium low-Al FeSi |
| Electrical steel (GOES / NOES) | High-purity FeSi76-79 | 2.5–3.5% | Ultra-low Al, Ti, Ca for optimal magnetic properties; standard FeSi grades cannot meet these requirements |
| Foundry inoculation (gray iron) | FeSi65 or standard FeSi72 | As required (inoculant addition typically 0.1-0.4%) | Economical silicon source; often used as base for specialty inoculants |
Specialty Applications: Electrical Steels and High-Purity Requirements
For grain-oriented (GOES) and non-oriented (NOES) electrical steels, standard ferro silicon grades are unacceptable. Aluminum, titanium, and calcium impurities severely degrade magnetic properties by:
- Forming fine precipitates that pin grain boundaries and inhibit Goss texture development
- Increasing coercivity and hysteresis losses
- Reducing magnetic permeability and saturation induction
For these demanding applications, high-purity FeSi76-79 is specifically engineered with:
- Al < 0.05% (500 ppm max, typically <300 ppm)
- Ti < 0.02% (200 ppm max)
- Ca < 0.03% (300 ppm max)
- C < 0.02% (200 ppm max)
- Consistent silicon content (76-79%) for precise alloying
Troubleshooting Low Silicon Recovery
| Symptom | Possible Cause | Solution |
|---|---|---|
| Recovery <80% consistently | High slag FeO (>5%), excessive fines, poor mixing, incorrect grade selection | Reduce oxidizing slag carryover, specify low-fines FeSi, improve stirring; consider switching from FeSi70 to FeSi72 or FeSi75 for better dissolution |
| Variable recovery (high heat-to-heat variation) | Inconsistent addition timing or placement, variable slag conditions | Standardize addition protocol, monitor slag FeO before addition |
| Low final Si despite correct addition calculation | Underestimated recovery, over-oxidized melt, temperature too high | Increase calculated addition by 5-10%, check tapping temperature (<1680°C) |
| High alumina inclusions | Excess aluminum in FeSi or separate Al addition | Switch to low-Al FeSi75 grade, reduce or eliminate separate Al addition |
| Poor magnetic properties in electrical steels | Impurities (Al, Ti, Ca) in standard FeSi | Upgrade to high-purity FeSi76-79 for electrical steel applications |
Case Example: Upgrading from FeSi72 to FeSi75
A structural steel mill producing 400,000 tons/year of HSLA grades used FeSi72 with 1.8% Al and 0.8% Ca. While recovery was acceptable (86%), final steel exhibited occasional alumina clusters leading to customer complaints about surface quality on rolled products. After switching to low-Al FeSi75 (0.4% Al, 0.9% Ca) with the same silicon target:
- Alumina inclusion rating (ASTM E45) improved from 1.5 to 0.8 (reduction of 47%)
- Silicon recovery increased to 91% (5 percentage points higher)
- Net FeSi consumption decreased 8% despite higher grade cost (more Si per kg)
- Customer complaints related to surface defects dropped 65%
- Annual savings from reduced alloy consumption and lower reject rate: $320,000
Case Example 2: Electrical Steel Purity Upgrade
A specialty steel mill producing non-oriented electrical steel (NOES) for EV motor laminations experienced inconsistent core loss values (3.5–4.5 W/kg at 1.5 T, 50 Hz) when using standard FeSi75 with 0.12% Al and 0.03% Ti. After switching to high-purity FeSi76-79 (Al < 0.03%, Ti < 0.008%), core loss stabilized at 3.2–3.5 W/kg — an 18% improvement that enabled the mill to meet premium efficiency specifications for EV traction motors.
The lesson: Premium FeSi75 and high-purity specialty grades often pay for themselves through improved recovery, quality, and performance — the cheapest alloy is not always the most cost-effective.
Ferro silicon remains an essential deoxidizer for most steel grades, but maximizing its value requires careful grade selection — from FeSi65 for economical foundry use to FeSi75 for premium steel grades to high-purity FeSi76-79 for electrical steels. Control of impurities (Al, Ca), optimized addition practices, and proper grade selection are essential for reducing alloy consumption, improving steel cleanliness, and lowering production costs. Bright Alloys supplies a full range of ferro silicon grades — FeSi65, FeSi68 powder, FeSi70, FeSi72, FeSi75, FeSi85, and high-purity FeSi76-79 for electrical steel — with certified chemistry and customized sizing for ladle or stream addition, backed by metallurgical support to optimize your deoxidation practice.